 th
th
แกนลามิเนต Interlock: เพิ่มความแม่นยำและประสิทธิภาพ
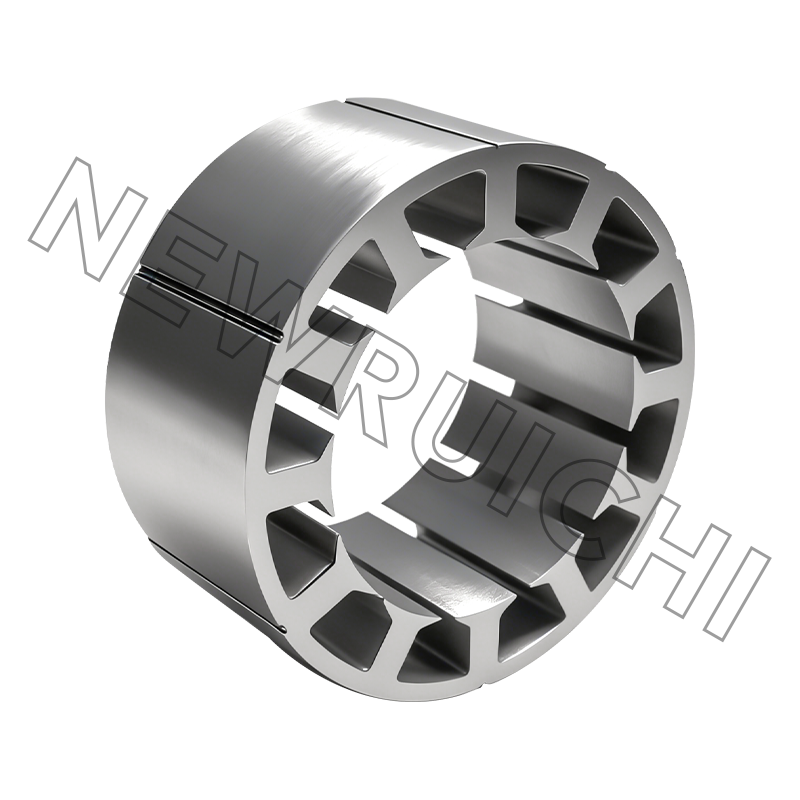
ข้อได้เปรียบที่กำหนดของ แกนเคลือบลูกโซ่ คือความสามารถในการลดการสูญเสียจากกระแสไหลวนได้สูงสุดถึง 95% เมื่อเทียบกับแกนแข็งในขณะเดียวกันก็ขจัดความจำเป็นในการเชื่อมหรือตอกหมุดในกระบวนการประกอบ ประโยชน์สองประการนี้ช่วยปรับปรุงทั้งประสิทธิภาพทางไฟฟ้าและความเร็วในการผลิตในการผลิตมอเตอร์ปริมาณมาก
เทคโนโลยีนี้ได้ก้าวไปไกลกว่าการวางซ้อนแบบธรรมดา ขณะนี้ระบบอินเทอร์ล็อคสมัยใหม่ได้รวมเอาคุณสมบัติระดับไมโครที่เชื่อมติดชั้นทางกายภาพที่ระดับโมเลกุลใกล้เคียงกันในระหว่างการปั๊ม ทำให้เกิดโครงสร้างเสาหินที่ทนทานต่อความเค้นบิดของมอเตอร์ฉุดลากที่ RPM สูง การทำความเข้าใจสถาปัตยกรรมแม่พิมพ์ปั๊มและไดนามิกสปริงหลังของวัสดุถือเป็นสิ่งสำคัญสำหรับวิศวกรที่ระบุแกนเหล่านี้

กลศาสตร์ของลูกโซ่โดยไม่มีวัสดุแปลกปลอม
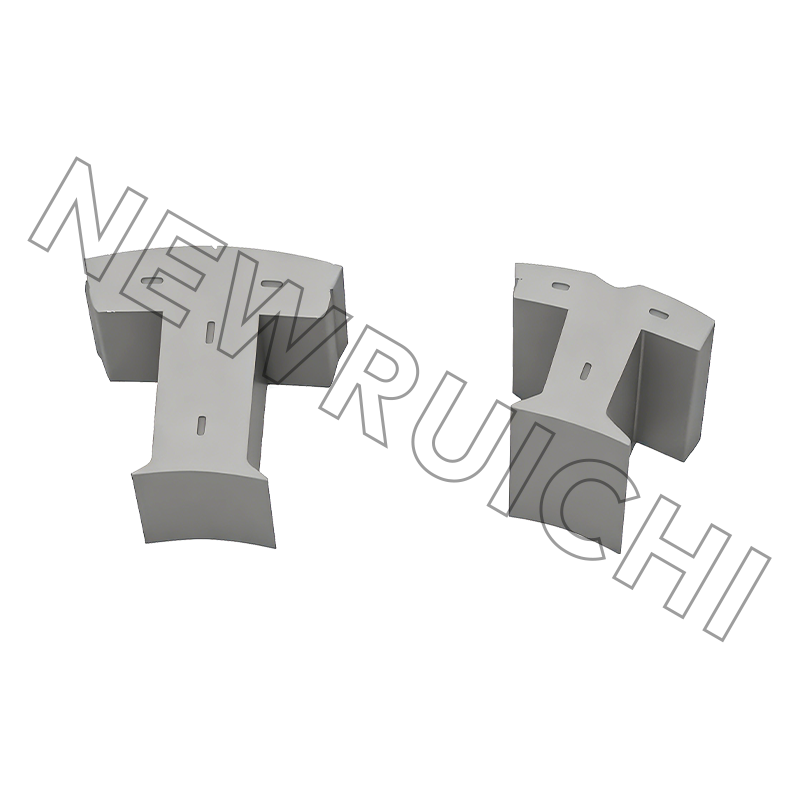
แตกต่างจากโครงสร้างแกนแบบดั้งเดิมที่ต้องอาศัยคลีต โบลท์ หรือการเชื่อม MIG ตามเส้นผ่านศูนย์กลางภายนอก แกนเคลือบแบบอินเทอร์ล็อคใช้รูปทรงทางเรขาคณิตเพื่อเชื่อมชั้นต่างๆ ในระหว่างกระบวนการปั๊มขึ้นรูปด้วยความเร็วสูง แม่พิมพ์แบบโปรเกรสซีฟจะตัดส่วนที่ยื่นออกมารูปทรงกระบอกหรือรูปตัว V อย่างแม่นยำบนการเคลือบด้านหนึ่งที่กดลงในช่องที่สอดคล้องกันบนแผ่นงานที่อยู่ติดกัน การรบกวนนั้นมักจะพอดี 0.02 ถึง 0.05 มม สร้างแรงยึดเกาะที่แข็งแกร่งพอที่จะรักษาความสมบูรณ์ของการเคลือบในระหว่างขั้นตอนการม้วนและการเคลือบเงา
การกำจัดการเชื่อมถือเป็นก้าวกระโดดทางเทคนิคที่สำคัญ การเชื่อมจะสร้างเส้นทางลัดวงจรไปตามเหล็กด้านหลัง ทำให้เกิดจุดร้อนเฉพาะที่ซึ่งจะลดความสามารถในการซึมผ่านของแม่เหล็ก ด้วยการนำเส้นทางการนำนี้ออก แกนที่เชื่อมต่อกันจะรักษาโครงสร้างการเคลือบที่แยกออกจากกันอย่างแท้จริง เพื่อให้มั่นใจว่าความหนาแน่นของฟลักซ์จะยังคงสม่ำเสมอตลอดทั้งโปรไฟล์ของฟัน
การหาปริมาณประสิทธิภาพและการปรับปรุงแรงบิด
การเปลี่ยนจากการออกแบบแกนเชื่อมไปเป็นการออกแบบแกนที่เชื่อมต่อกันส่งผลโดยตรงต่อความหนาแน่นของกำลังของมอเตอร์ไฟฟ้า การทดสอบกับสเตเตอร์ขดลวดเข้มข้นแบบ 12 ช่อง 8 ขั้วเผยให้เห็นเดลต้าประสิทธิภาพอย่างชัดเจน
| พารามิเตอร์ | แกนเชื่อม | แกนลามิเนตลูกโซ่ |
|---|---|---|
| การสูญเสียธาตุเหล็กที่ 1,000 เฮิร์ตซ์ (วัตต์/กก.) | 48 | 38 |
| แรงบิดฟันเฟือง (mNm) | 12 | 4 |
| ปัจจัยการซ้อน | 95% | 98.5% |
| กลับ อุณหภูมิเหล็กสูงขึ้น | 65°ซ | 48°ซ |
แรงบิดฟันเฟืองที่ลดลงไป 4 ลบ.ม มีความสำคัญอย่างยิ่งต่อเสียง การสั่นสะเทือน และความรุนแรง (NVH) ในการใช้งานการยึดเกาะของยานยนต์ ความเรียบนี้เป็นผลมาจากการจัดตำแหน่งเชิงมุมที่แม่นยำซึ่งคงไว้โดยคุณลักษณะที่เชื่อมต่อกัน ป้องกันการลื่นไถลในการหมุนระหว่างชั้นที่รบกวนแกนที่ถูกยึดด้วยกลไกในระหว่างการหมุนเวียนด้วยความร้อน
พารามิเตอร์เครื่องมือที่สำคัญสำหรับกองที่มีข้อบกพร่องเป็นศูนย์
โครงการหลักที่เคลือบด้วย interlock ที่ประสบความสำเร็จล้มเหลวหรือประสบความสำเร็จภายในแม่พิมพ์ปั๊ม คุณลักษณะอินเทอร์ล็อคถูกสร้างขึ้นในขั้นตอนสุดท้ายของแม่พิมพ์แบบโปรเกรสซีฟ ซึ่งจำเป็นต้องมีการควบคุมการป้อนวัสดุและระยะเจาะถึงแม่พิมพ์อย่างสมบูรณ์ ความแปรปรวนใดๆ ตรงนี้จะคูณกับความสูงของสแต็ก
ควบคุมสปริงหลังและความเรียบของพื้นผิว
เหล็กซิลิคอนจัดแสดงวัสดุสปริงหลังประมาณ 2 ถึง 4 องศา หลังจากดัด เพื่อให้แถบอินเทอร์ล็อคเข้ายึดอย่างแน่นหนา แม่พิมพ์จะต้องงอแท็บอย่างแม่นยำเพื่อให้คลายตัวลงในตำแหน่งล็อคภายในช่องของชั้นที่อยู่ติดกัน ปัจจุบันแม่พิมพ์แบบโปรเกรสซีฟขั้นสูงใช้แผ่นแรงดันที่ขับเคลื่อนด้วยเซอร์โว ซึ่งจะปรับน้ำหนักแบบเรียลไทม์ โดยชดเชยความแปรผันของความแข็งของคอยล์ต่อคอยล์ หากไม่มีการชดเชยนี้ จะเกิดชั้นซ้อนกันหรือชั้นเคลือบแตกหัก
ปริมาณลูกโซ่และเรขาคณิตรูปร่าง
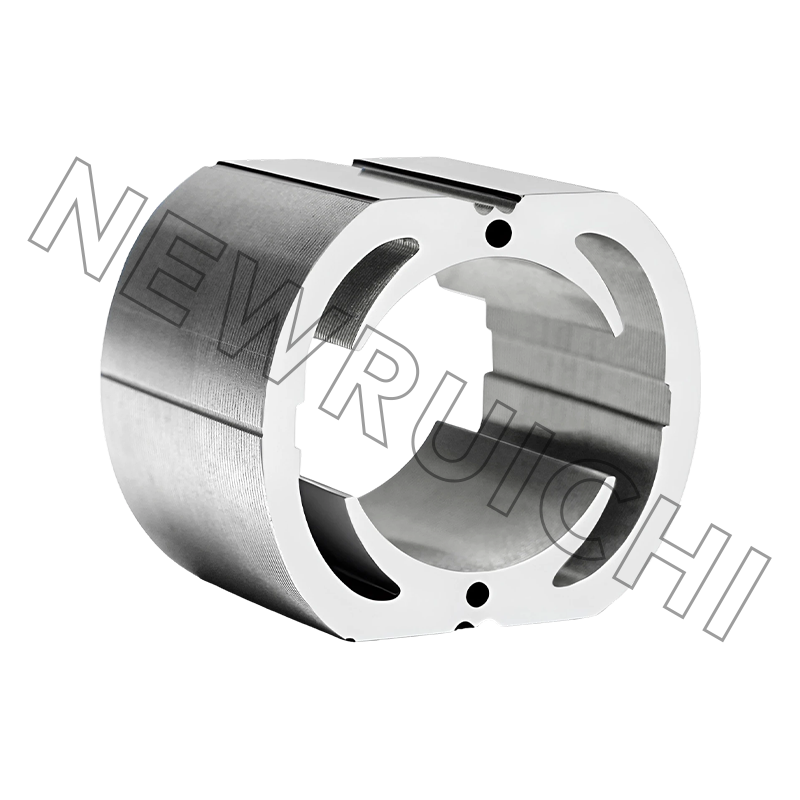
รูปทรงจะกำหนดกำลังรับแรงเฉือนของบล็อกสุดท้าย แนวทางปฏิบัติที่ดีที่สุดในปัจจุบันสำหรับสเตเตอร์ที่มีเส้นผ่านศูนย์กลาง 200 มม. ใช้โปรไฟล์เหล่านี้:
- ลักยิ้มทรงกลม: เหมาะสำหรับเซอร์โวมอเตอร์ขนาดเล็กด้านล่าง 5kW โดยให้แรงยึดเกาะแบบสมมาตรโดยมีผลกระทบต่อเส้นทางแม่เหล็กน้อยที่สุด
- ลูกโซ่รูปตัววีหรือเดลต้า: มอบ ต้านทานการดึงออกสูงขึ้น 40% กว่าการออกแบบทรงกลมโดยการสร้างเอฟเฟกต์ประกบ ซึ่งจำเป็นสำหรับมอเตอร์ที่เกิน 10,000 RPM
- โซนแรงดันแปรผัน: เทคนิคที่ความลึกของอินเทอร์ล็อคลดลงในบริเวณฟันสเตเตอร์เพื่อป้องกันการแตกร้าวของชั้นฉนวน ในขณะที่แรงจับยึดสูงสุดจะถูกนำมาใช้เฉพาะกับบริเวณแอกเท่านั้น
ข้อจำกัดของวัสดุและความสมบูรณ์ของการแยกทางไฟฟ้า
การประสานกันจะขัดขวางการเคลือบออกไซด์หรือสารเคลือบเงาบนพื้นผิวเหล็กโดยธรรมชาติ เมื่อแท็บเฉือนผ่านสารเคลือบ จะสร้างสะพานระหว่างโลหะกับโลหะ การจัดการความเสี่ยงจากการลัดวงจรนี้เป็นความท้าทายในการออกแบบหลัก ในไดรฟ์ความถี่สูงที่ใช้อินเวอร์เตอร์ซิลิคอนคาร์ไบด์ (SiC) พัลส์ dv/dt ที่แหลมคมสามารถเหนี่ยวนำกระแสทำลายผ่านอินเตอร์ล็อคเหล่านี้
เพื่อบรรเทาปัญหานี้ ผู้ผลิตจึงใช้ a อีพ็อกซี่พันธะตัวเองรอง ที่ทำงานในระหว่างรอบการบ่ม ในขณะที่กลไกอินเตอร์ล็อคให้ความแข็งแรงสีเขียวสำหรับการจัดการ อีพ็อกซี่อบจะเติมช่องว่างขนาดเล็กในขอบตัด เพื่อคืนความต้านทานไฟฟ้าให้อยู่ที่ด้านบน 5 เมกะโอห์ม ที่ 500V กระบวนการเชื่อมต่อประสานแบบไฮบริดนี้กำลังกลายเป็นมาตรฐานอย่างรวดเร็วสำหรับมอเตอร์ฉุดลาก EV 800V
การใช้การตรวจสอบคุณภาพ In-Die
การใช้การทดสอบแบบดึงออกแบบทำลายล้างของสแต็กที่เสร็จแล้วนั้นล้าสมัย ขณะนี้เซลล์ปั๊มอัจฉริยะได้รวมเลเซอร์ดิสเพลสเมนต์เซนเซอร์เข้ากับช่องแม่พิมพ์โดยตรง เมื่อการเคลือบออกจากสถานีอินเตอร์ล็อค เซ็นเซอร์จะวัดความสูงที่ยื่นออกมาของแถบล็อค หากความสูงของแท็บเบี่ยงเบนไปจาก เป้าหมาย 0.8 มม. ที่กำหนดมากกว่า 0.03 มม ตัวควบคุมการกดจะปรับการเจาะ ram ทันทีหรือเปลี่ยนเส้นทางส่วนที่เสียหายก่อนที่สแต็กเต็มจะถูกทำลาย การตอบสนองแบบวงปิดนี้ช่วยให้ได้ผลผลิตผ่านครั้งแรกที่เกิน 99.9% จำเป็นเมื่อสร้างแกนโรเตอร์หนึ่งแกนทุกๆ 2.5 วินาที
ที่อยู่อีเมลของคุณจะไม่ถูกเผยแพร่ ช่องที่ต้องกรอกมีเครื่องหมาย *




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() โทรศัพท์/โทรศัพท์:
+86-18861576796 +86-18261588866
โทรศัพท์/โทรศัพท์:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
ลิขสิทธิ์ © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
