 th
th
คู่มือขดลวดเหล็กซิลิคอนและการขยายตัวทางความร้อน
เหตุใดการขยายตัวทางความร้อนจึงเป็นตัวแปรสำคัญในการใช้งานเหล็กซิลิคอน
เมื่อวิศวกรเลือกวัสดุสำหรับแกนมอเตอร์ไฟฟ้า การเคลือบหม้อแปลง และสเตเตอร์ของเครื่องกำเนิดไฟฟ้า คุณสมบัติทางแม่เหล็กไฟฟ้า เช่น การสูญเสียแกนและการซึมผ่านของแม่เหล็ก จะครอบงำการสนทนา แต่คุณสมบัติทางกลประการหนึ่งจะกำหนดว่าวงจรแม่เหล็กที่ได้รับการออกแบบมาอย่างดีจะทำงานได้อย่างน่าเชื่อถือตลอดอายุการใช้งานหรือไม่: ค่าสัมประสิทธิ์การขยายตัวทางความร้อนของเหล็ก . สำหรับ ขดลวดเหล็กซิลิกอน แปรรูปเป็นชั้นเคลือบ การทำความเข้าใจการขยายตัวเนื่องจากความร้อนไม่ใช่ปัญหารอง แต่เป็นพื้นฐานของความเสถียรของมิติ ความพอดีในการประกอบ และความสม่ำเสมอทางแม่เหล็กไฟฟ้าในระยะยาว
ค่าสัมประสิทธิ์การขยายตัวเนื่องจากความร้อน (CTE) อธิบายว่าวัสดุจะขยายหรือหดตัวต่อหน่วยความยาวเท่าใดสำหรับการเปลี่ยนแปลงอุณหภูมิแต่ละระดับ โดยแสดงเป็นหน่วย μm/(m·°C) หรือ 10⁻⁶/°C สำหรับเหล็กกล้าคาร์บอนมาตรฐาน CTE จะอยู่ที่ประมาณ 11–12 × 10⁻⁶/°C . เหล็กซิลิคอน — เหล็กผสมกับซิลิกอน 1.5–4.5% — มี CTE ต่ำกว่าเล็กน้อย โดยทั่วไปจะอยู่ในช่วง 10–11.5 × 10⁻⁶/°C ขึ้นอยู่กับปริมาณซิลิกอนและการวางแนวของเกรน การลดลงนี้ แม้จะเพียงเล็กน้อยในแง่สัมบูรณ์ แต่ก็มีผลที่วัดได้เมื่อชั้นการเคลือบทำงานในช่วงอุณหภูมิที่กว้าง เช่นเดียวกับในกรณีของมอเตอร์ฉุดสำหรับยานพาหนะไฟฟ้าหรือหม้อแปลงไฟฟ้ากำลังขนาดใหญ่ที่ขึ้นกับวงจรโหลด
เนื้อหาซิลิคอนปรับเปลี่ยนค่าสัมประสิทธิ์เหล็กของการขยายตัวทางความร้อนอย่างไร
การเติมซิลิคอนลงในเหล็กมีจุดประสงค์สองประการ คือ เพิ่มความต้านทานไฟฟ้า (ลดการสูญเสียกระแสไหลวน) และเปลี่ยนแปลงโครงสร้างโครงตาข่ายคริสตัลในลักษณะที่ส่งผลต่อทั้งแอนไอโซโทรปีของแม่เหล็กและพฤติกรรมทางความร้อน เนื่องจากปริมาณซิลิกอนเพิ่มขึ้นจาก 1% เป็น 4.5% CTE ของโลหะผสมจึงลดลงอย่างต่อเนื่อง สิ่งนี้เกิดขึ้นเนื่องจากอะตอมของซิลิคอนมีขนาดเล็กกว่าอะตอมของเหล็ก บิดเบือนตาข่ายลูกบาศก์ที่มีศูนย์กลางร่างกาย (BCC) และทำให้พันธะระหว่างอะตอมแข็งตัวขึ้น ช่วยลดความกว้างของการสั่นสะเทือนของอะตอมที่เกิดจากความร้อน
การเปลี่ยนแปลงของ CTE ในเกรดเหล็กซิลิคอน
| วัสดุ | เนื้อหาศรี (%) | ซีทีอี (×10⁻⁶/°C) | การใช้งานทั่วไป |
|---|---|---|---|
| เหล็กกล้าคาร์บอนต่ำ | 0 | 11.7–12.0 | โครงสร้างทั่วไป |
| เหล็กกล้าซิลิกอนที่ไม่มุ่งเน้น (เกรดต่ำ) | 1.5–2.5 | 11.0–11.5 | มอเตอร์ขนาดเล็กบัลลาสต์ |
| เหล็กกล้าซิลิกอนที่ไม่มุ่งเน้น (เกรดสูง) | 2.5–3.5 | 10.5–11.0 | มอเตอร์ฉุด EV, เครื่องกำเนิดไฟฟ้า |
| เหล็กกล้าซิลิกอนเชิงเกรน (GO) | 3.0–3.5 | 10.0–10.8 | หม้อแปลงไฟฟ้ากำลังและจำหน่าย |
| ความสามารถในการซึมผ่านสูง GO (HiB) | 3.0–3.5 | 10.0–10.5 | หม้อแปลงไฟฟ้าขนาดใหญ่ |
ทิศทางการวัดยังมีความสำคัญกับเกรดที่เน้นเกรนด้วย เนื่องจากพื้นผิว Goss จัดแนวเกรนส่วนใหญ่ในทิศทางการหมุน CTE ในทิศทางกลิ้งและทิศทางตามขวางจึงแตกต่างกันเล็กน้อย — โดยทั่วไปคือ 0.3–0.5 × 10⁻⁶/°C แอนไอโซโทรปีนี้จะต้องนำมาพิจารณาเมื่อออกแบบแกนหม้อแปลงที่ประกอบจากแถบที่ตัดในมุมที่ต่างกัน เนื่องจากการขยายตัวที่แตกต่างกันภายใต้วงจรโหลดสามารถทำให้เกิดความเครียดระหว่างชั้นและเร่งความล้าของการเคลือบฉนวนได้
ผลที่ตามมาในทางปฏิบัติของการขยายตัวทางความร้อนในการประกอบกองการเคลือบ
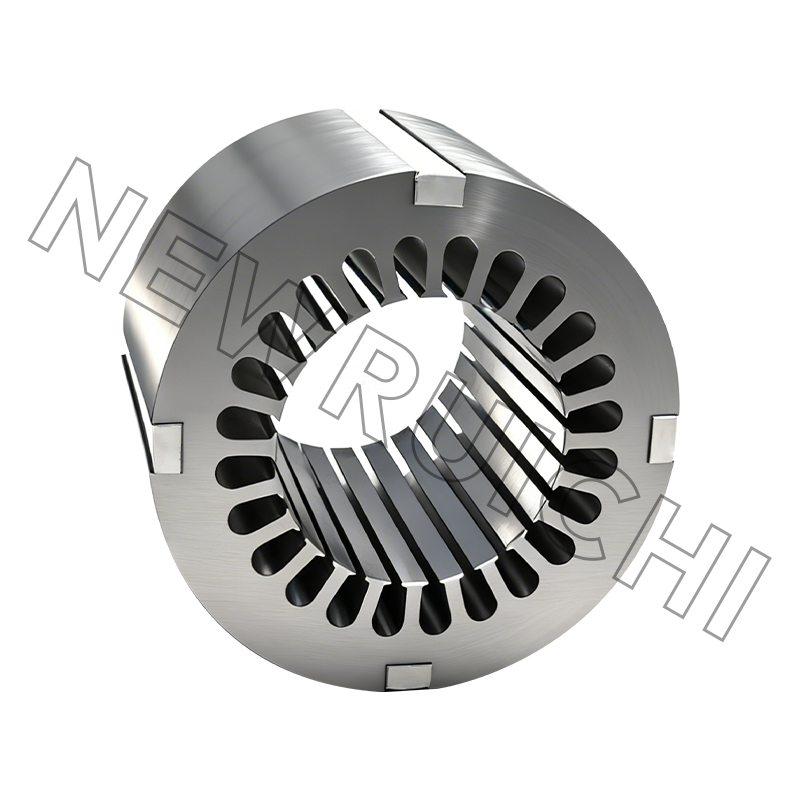
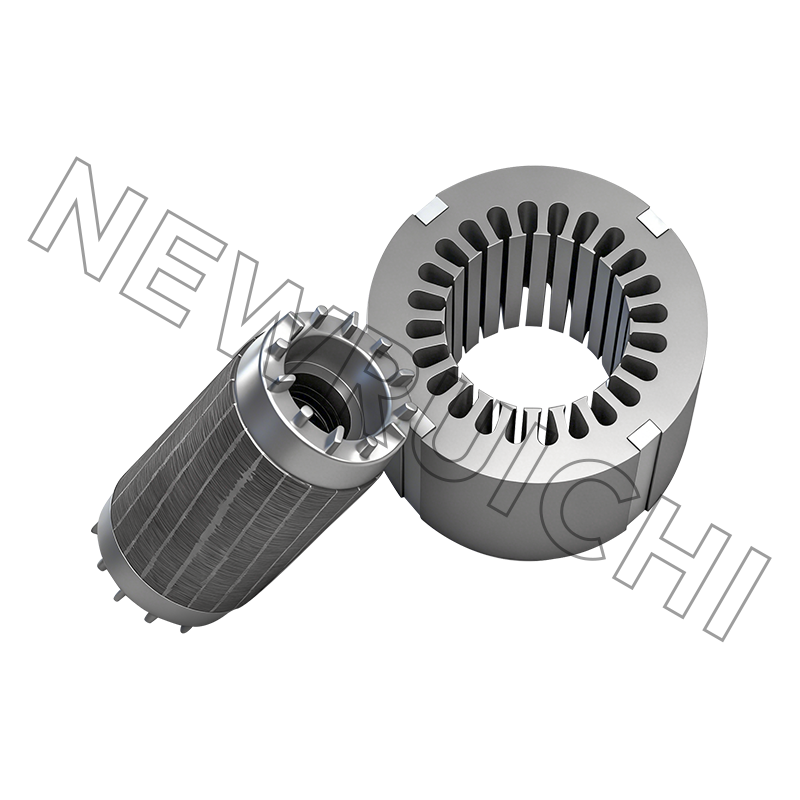
กองการเคลือบสำหรับมอเตอร์ฉุด EV ความเร็วสูงอาจมีการเคลือบ 150–400 แผ่น แต่ละชั้นเจาะจาก ขดลวดเหล็กซิลิกอน และซ้อนกันอย่างแม่นยำเพื่อสร้างแกนสเตเตอร์หรือโรเตอร์ ในระหว่างการทำงานของมอเตอร์ การให้ความร้อนแบบต้านทานในขดลวดและการสูญเสียแกนกลางในการเคลือบจะทำให้อุณหภูมิแกนกลางสูงขึ้น 60–120 °C เหนือสภาพแวดล้อมโดยรอบ ขึ้นอยู่กับการออกแบบโหลดและระบบทำความเย็น เมื่ออุณหภูมิเพิ่มขึ้น การเคลือบแต่ละครั้งจะขยายตัวตาม ค่าสัมประสิทธิ์การขยายตัวทางความร้อนของเหล็ก และการเติบโตตามแนวแกนสะสมของปล่องต้องเป็นไปตามการออกแบบตัวเรือน
สำหรับปึกแกนขนาด 200 มม. ที่ใช้เหล็กซิลิกอนที่มี CTE 10.8 × 10⁻⁶/°C และอุณหภูมิที่เพิ่มขึ้น 100 °C การขยายตัวตามแนวแกนทั้งหมดจะอยู่ที่ประมาณ 0.216 มม . แม้ว่าสิ่งนี้อาจดูเล็กน้อย แต่ก็ส่งผลกระทบโดยตรงต่อความพอดีระหว่างชั้นการเคลือบและตัวเรือนมอเตอร์ ซึ่งความพอดีที่ต้องคงแน่นพอที่จะป้องกันการลื่นไถลภายใต้แรงบิด ในขณะที่ไม่สร้างความเสียหายต่อแรงตึงของห่วงในระหว่างการหมุนเวียนด้วยความร้อน วิศวกรที่ออกแบบชุดประกอบแบบสวมอัดหรือแบบสวมหดจะต้องคำนวณการขยายตัวส่วนต่างระหว่างแกนเหล็กซิลิกอนและตัวเรือนอะลูมิเนียมหรือเหล็กหล่อ (ซึ่งมี CTE สูงกว่าอย่างมีนัยสำคัญที่ 21–24 × 10⁻⁶/°C สำหรับอะลูมิเนียม) เพื่อให้แน่ใจว่าข้อต่อยังคงมีเสถียรภาพตลอดช่วงอุณหภูมิการทำงานเต็มรูปแบบ
การขยายตัวทางความร้อนไม่ตรงกันระหว่างแกนกลางและวัสดุตัวเรือน
ความไม่ตรงกันของ CTE ระหว่างชั้นเคลือบเหล็กซิลิคอนและโครงมอเตอร์อะลูมิเนียมเป็นหนึ่งในสาเหตุที่พบบ่อยที่สุดของความล้าทางกลในส่วนประกอบของระบบขับเคลื่อน EV ที่อุณหภูมิการทำงาน ตัวเรือนอะลูมิเนียมจะขยายตัวได้ประมาณสองเท่าของแกนเหล็กซิลิกอน ซึ่งช่วยลดการรบกวนในช่วงแรก หากการสวมอัดเบื้องต้นไม่เป็นไปตามที่กำหนด แกนอาจหลวมได้ที่อุณหภูมิสูง ทำให้เกิดการสั่นสะเทือน การสึกหรอแบบเฟรต และเสียงรบกวนในที่สุดซึ่งส่งสัญญาณถึงความล้มเหลวของโครงสร้าง ในทางกลับกัน หากมีการระบุความพอดีมากเกินไปเพื่อชดเชยการคลายตัวจากความร้อน ความเค้นของห่วงที่เกิดบนปึกเหล็กซิลิกอนระหว่างการประกอบและที่อุณหภูมิต่ำอาจทำให้เกิดการหลุดร่อนหรือแตกร้าวที่ขอบการเคลือบ ความรู้ที่ถูกต้องของ ค่าสัมประสิทธิ์การขยายตัวทางความร้อนของเหล็ก สำหรับเกรดเหล็กซิลิกอนเฉพาะที่ใช้ — ไม่ใช่ค่าเหล็กทั่วไป — จึงเป็นข้อมูลอินพุตที่จำเป็นสำหรับการคำนวณความทนทานต่อตัวเรือน
ความแม่นยำในการตัดและตัดขวางส่งผลต่อประสิทธิภาพการระบายความร้อนของคอยล์เหล็กซิลิคอนอย่างไร
คุณภาพของ ขดลวดเหล็กซิลิกอน เนื่องจากการส่งมอบจากกระบวนการตัดและตัดตามขวางมีผลโดยตรงต่อพฤติกรรมของชั้นเคลือบในแง่ของความร้อนในการให้บริการ คุณลักษณะด้านคุณภาพเฉพาะสามประการ ได้แก่ ความเรียบ สภาพของขอบ และความเค้นตกค้าง จะโต้ตอบกับการขยายตัวทางความร้อนเพื่อตรวจสอบว่าการเคลือบแบบประทับตราจะรักษารูปทรงที่ต้องการตลอดช่วงอุณหภูมิการทำงานหรือไม่
- ชุดความเรียบและคอยล์: คอยล์เหล็กซิลิคอนที่มีชุดคอยล์มากเกินไป (ความโค้งถาวรจากการขด) ทำให้เกิดการเคลือบที่ไม่เรียบอย่างสมบูรณ์หลังจากการแบล็ก เมื่อการเคลือบที่มีส่วนโค้งที่เหลือถูกซ้อนกันและกดลงในแกน การสัมผัสระหว่างชั้นจะไม่สม่ำเสมอ ในระหว่างการหมุนเวียนด้วยความร้อน การขยายตัวที่แตกต่างกันที่โซนสัมผัสและโซนไม่สัมผัสทำให้เกิดการเคลื่อนไหวสัมพัทธ์ระดับจุลภาคซึ่งทำให้การเคลือบฉนวนเสื่อมคุณภาพลงเรื่อยๆ เพิ่มการสูญเสียแกนกลางเมื่อเวลาผ่านไป และในกรณีที่รุนแรง ทำให้เกิดเสียงรบกวนจากสนามแม่เหล็กที่ได้ยินได้
- คุณภาพขอบกรีด: ความสูงของเสี้ยนบนขอบกรีดจะกำหนดระยะห่างระหว่างชั้นภายในแกนที่ซ้อนกันโดยตรง เสี้ยนสูงจะสร้างช่องว่างอากาศเฉพาะที่ซึ่งลดปัจจัยการซ้อนที่มีประสิทธิภาพ — อัตราส่วนของวัสดุแม่เหล็กจริงต่อปริมาตรปึกทั้งหมด เมื่อแกนร้อนและเย็นลง การเคลื่อนที่สัมพัทธ์ที่เกิดจากความร้อนระหว่างชั้นเคลือบอาจทำให้ปลายเสี้ยนเจาะทะลุชั้นเคลือบฉนวนบนชั้นเคลือบที่อยู่ติดกัน ทำให้เกิดไฟฟ้าลัดวงจรที่เพิ่มการสูญเสียกระแสไหลวนอย่างมากและเร่งความร้อนในพื้นที่
- ความเค้นตกค้างจากการประมวลผล: การตัดด้วยความเย็นและการตัดตามขวางทำให้เกิดแรงดึงตกค้างและความเค้นอัดที่ขอบตัด ความเค้นเหล่านี้เปลี่ยนแปลงความสามารถในการซึมผ่านของแม่เหล็กในท้องถิ่น (ผลกระทบจากแม่เหล็ก) และโต้ตอบกับความเค้นที่เกิดจากความร้อนระหว่างการทำงานเพื่อสร้างการกระจายฟลักซ์ที่ไม่สม่ำเสมอภายในการเคลือบ สำหรับการใช้งานความถี่สูง เช่น มอเตอร์ความเร็วสูงที่สูงกว่า 10,000 รอบต่อนาที ความไม่สม่ำเสมอนี้จะช่วยเพิ่มการสูญเสียแกนกลางและลดประสิทธิภาพได้อย่างวัดผลได้
การตัดเฉือนแบบมืออาชีพช่วยแก้ปัญหาทั้งสามปัญหาด้วยระยะห่างของใบมีดที่ได้รับการควบคุมอย่างแม่นยำ (โดยทั่วไปคือ 0.5–1.5% ของความหนาของวัสดุ) การปรับระดับความตึงเพื่อแก้ไขชุดคอยล์ก่อนการตัด และการลบคมตามที่จำเป็น ผลลัพธ์ก็คือ ขดลวดเหล็กซิลิกอน ด้วยประสิทธิภาพทางแม่เหล็กไฟฟ้าที่สม่ำเสมอและความเรียบที่แปลโดยตรงเป็นชั้นการเคลือบที่มีความเสถียรทางความร้อนและมีการสูญเสียต่ำ
การระบุขดลวดเหล็กซิลิคอนสำหรับการใช้งานที่ต้องการความร้อน
เมื่อจัดหา ขดลวดเหล็กซิลิกอน สำหรับการใช้งานที่การหมุนเวียนความร้อนรุนแรง เช่น มอเตอร์ฉุด EV มอเตอร์ที่ขับเคลื่อนด้วยอินเวอร์เตอร์ความถี่สูง หม้อแปลงไฟฟ้าขนาดใหญ่ หรือเครื่องกำเนิดไฟฟ้าทางอุตสาหกรรม ข้อมูลจำเพาะของวัสดุควรระบุข้อกำหนดทั้งทางแม่เหล็กไฟฟ้าและกลไกความร้อนอย่างชัดเจน การใช้การกำหนดเกรดเพียงอย่างเดียว (เช่น M270-35A หรือ 35W250) โดยไม่ตรวจสอบข้อมูล CTE ของซัพพลายเออร์ ประเภทการเคลือบฉนวน และคุณภาพการประมวลผล สามารถนำไปสู่ความล้มเหลวในสนามซึ่งยากต่อการติดตามกลับไปยังสาเหตุของวัสดุ
ควรยืนยันพารามิเตอร์ต่อไปนี้กับซัพพลายเออร์เหล็กซิลิกอนก่อนที่จะสรุปการเลือกวัสดุสำหรับการออกแบบที่ต้องการความร้อน:
- ค่า CTE ที่วัดได้สำหรับเกรดและความหนาเฉพาะ: ขอข้อมูลการทดสอบ ไม่ใช่การประมาณค่าในคู่มือ โดยเฉพาะอย่างยิ่งสำหรับเกรดซิลิคอนสูงที่ความแปรผันของปริมาณซิลิกอนแบบกลุ่มต่อชุดสามารถเปลี่ยน ค่าสัมประสิทธิ์การขยายตัวทางความร้อนของเหล็ก 0.3–0.5 × 10⁻⁶/°C
- คะแนนความเสถียรทางความร้อนของการเคลือบฉนวน: การเคลือบ C2, C3, C4 และ C5 แตกต่างกันในด้านความต้านทานต่ออุณหภูมิการหลอมบรรเทาความเครียด (โดยทั่วไปคือ 750–850 °C) หากการอบอ่อนหลังการปั๊มเป็นส่วนหนึ่งของกระบวนการ การเคลือบจะต้องคงอยู่ในวงจรความร้อนโดยไม่ทำให้การยึดเกาะหรือความต้านทานระหว่างลามิเนตลดลง
- ความทนทานต่อความเรียบและการรับประกันปัจจัยการซ้อน: สำหรับแกนที่มีความแม่นยำ ให้ระบุส่วนโค้งสูงสุดที่อนุญาตต่อความยาวหน่วยและปัจจัยการซ้อนขั้นต่ำ (เช่น ≥97%) เพื่อให้แน่ใจว่าหน้าสัมผัสระหว่างชั้นที่มีความเสถียรทางความร้อนทั่วทั้งปึก
- พิกัดความเผื่อความกว้างของร่องและขีดจำกัดความสูงของเสี้ยน: ความคลาดเคลื่อนความกว้างของร่องแคบ (±0.05 มม. หรือดีกว่า) และความสูงของเสี้ยนสูงสุด (โดยทั่วไป ≤0.02 มม. สำหรับเกจแบบบาง) เป็นสิ่งจำเป็นสำหรับการรักษาการเรียงซ้อนที่สม่ำเสมอและป้องกันความเสียหายของสารเคลือบในระหว่างการหมุนเวียนด้วยความร้อนในการให้บริการ
การทำงานร่วมกับซัพพลายเออร์ที่ผสมผสานความรู้เชิงลึกเกี่ยวกับวัสดุเข้ากับความสามารถในการตัดและตัดตามขวางแบบมืออาชีพ ช่วยลดช่องว่างระหว่างการรับรองวัสดุและคุณภาพคอยล์พร้อมสำหรับกระบวนการ เมื่อ ค่าสัมประสิทธิ์การขยายตัวทางความร้อนของเหล็ก ของเหล็กซิลิกอนของคุณนั้นเป็นที่รู้จักและของคุณอย่างแน่นอน ขดลวดเหล็กซิลิกอน ได้รับการส่งมอบด้วยความเรียบและคุณภาพของขอบที่ผ่านการตรวจสอบแล้ว การขยายตัวเนื่องจากความร้อนกลายเป็นตัวแปรการออกแบบที่สามารถจัดการได้ แทนที่จะเป็นแหล่งที่มาของความล้มเหลวของสนามที่คาดเดาไม่ได้

ที่อยู่อีเมลของคุณจะไม่ถูกเผยแพร่ ช่องที่ต้องกรอกมีเครื่องหมาย *




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() โทรศัพท์/โทรศัพท์:
+86-18861576796 +86-18261588866
โทรศัพท์/โทรศัพท์:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
ลิขสิทธิ์ © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
